Salut
Pour illustrer ce qu’il s’est dit ci dessus, il est toujours intéressant d’aller voir le manuel de réparation. Il contient quand même beaucoup d’infos.
Voici la page qui détaille les opérations techniques pour les soupapes et leur sièges
C’est intéressant car on constate très bien la différence de profil entre admission et échappement , et c’est pas anodin !

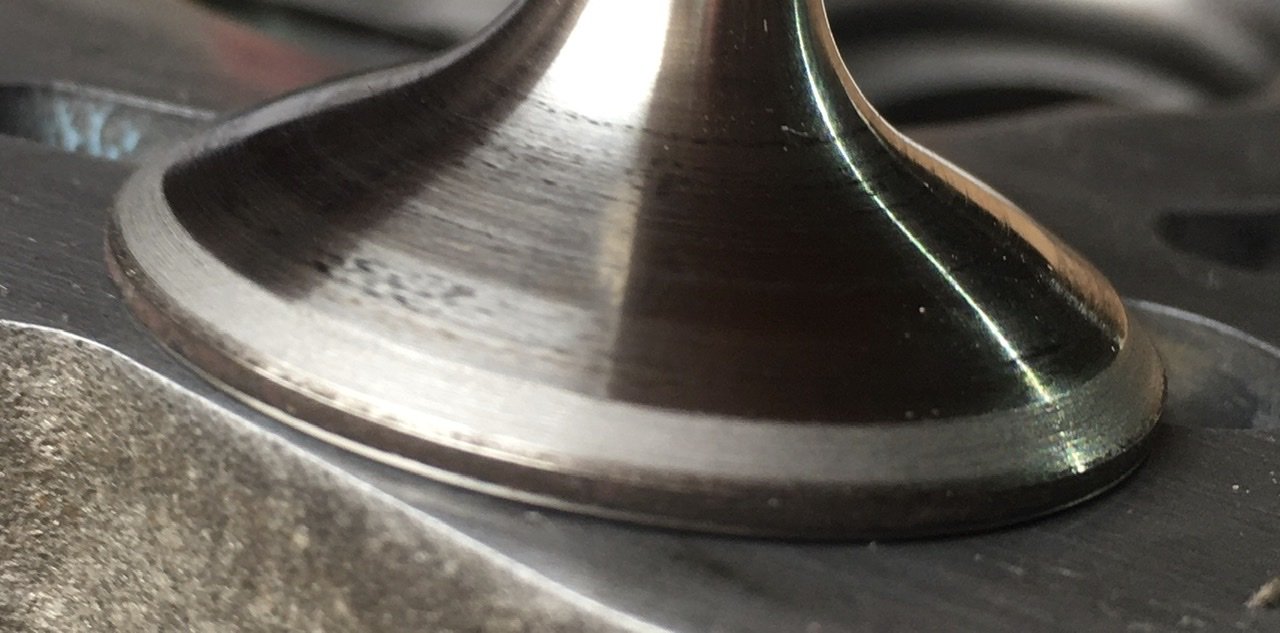
Et voici les faits , soupape d’échappement avant et après rodage
On y voit les 3 angles, ainsi que la zone de contact qui fait l’étanchéité
Cette zone a des cotes bien précises que l’on retrouve dans le descriptif des opérations d’entretien ci dessus



Mais vous vous l’avez peut-être déjà remarqué, je ne fais pas les choses à moitié....
donc, les culasses partent à l’atelier De rectification !!!
Bin oui, tant qu’à tomber de merde en merde, autant prendre son bain dedans...
Contre toutes attentes, ce sont les soupapes d’échappement qui furent les plus faciles à travailler, probablement du à un profil plus net et angulaire. Je suis parvenu à les rendre étanches mais au prix d’avoir rodé jusqu’à la cote maximum !
Les soupapes d’admission furent un vrai calvaire à rôder et force est de constater que je n’arriverai pas à les rendre étanches. De plus, j’ai déjà dépassé la cote maximale De la zone de contact à force d’essayer d’obtenir l’étanchéité
Le profil plus rond rend l’évaluation du rodage bien plus difficile et franchement, se limiter à une bande de contact comprise entre 1.0 et 1.4 mm c’est vraiment chaud !!!
Je pense de toute façon que l’usure ayant déjà fait son œuvre, je partais perdant
Dans ces circonstances, je préfère m’arrêter avant qu’il ne soit trop tard, si c’est pas déjà le cas, en m’orientant vers un atelier spécialisé.
Si tout va bien, il redonneront le profil adéquat À toutes ces pièces
Un peu démoralisé hier, j’ai pas fait de photo des admissions, je les posterai plus tard
 Inscription
Inscription












 Merci pour les encouragements, je l'ouvre ce week-end, c'est sympa.
Merci pour les encouragements, je l'ouvre ce week-end, c'est sympa.




